Polski
Polski Čeština
Čeština English
English


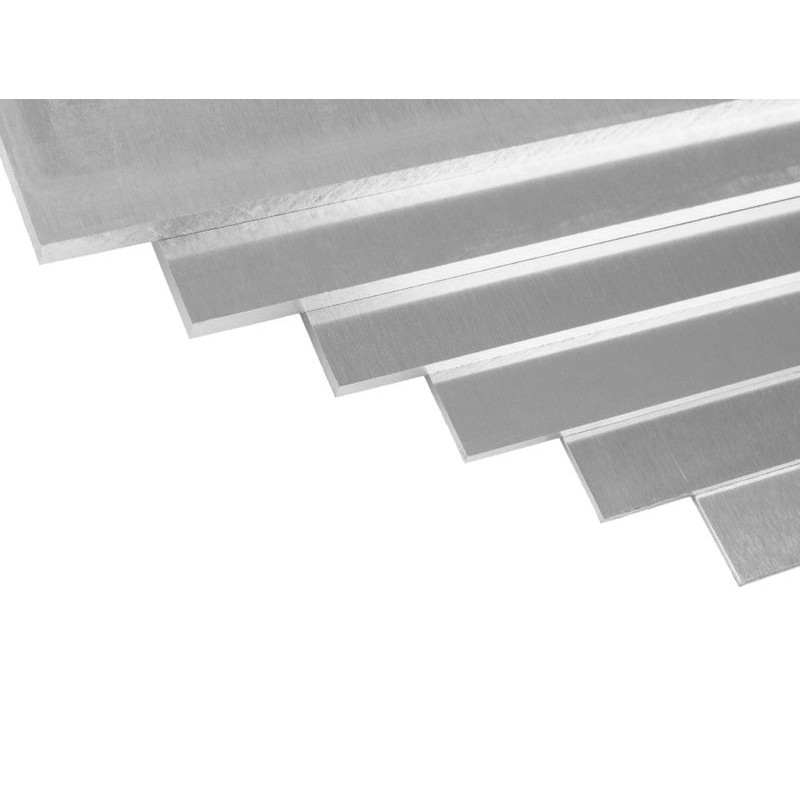
Duraluminiowa blacha - formatka, materiał stosowany w modelarstwie i nie tylko...
Specyfikacja:
A, jak "obrobić" i wygiąć duraluminium?
Duraluminium to stop aluminium z kilkuprocentową zawartością miedzi oraz dodatków magnezu i manganu, potocznie nazywany duralem. Kiedyś materiał „strategiczny” stosowany tylko w wybranych gałęziach przemysłu. Obecnie ogólnie dostępny w postaci blach, płaskowników, profili o różnym przekroju, prętów, wałków o różnych grubościach, przekrojach i średnicach. Dural bardzo chętnie i szeroko stosowany jest przez modelarzy budujących modele latające, pływające i kołowe… Cechuje go korzystny parametr konstrukcyjny tzn. stosunek wytrzymałości do ciężaru właściwego, który jest większy niż dla stali.
Dural można obrabiać ręcznie – wycinanie i docinanie kształtów. Do obróbki używamy brzeszczotów do metalu, piłeczki włosowe do metalu a przy skomplikowanych kształtach stosujemy metodę „obwiercanie i wybijanie”.
Mechanicznie - na tokarkach (toczenie kształtów) i frezarkach (frezowanie kształtów).
Obróbka wykańczająca. Do wykańczania elementów wykonanych z duralu stosuje się pilniki do metalu przetarte kredą szkolną, która zapobiega „zapychaniu” się pilnika. Nie zaleca się stosowania tarników do obróbki drewna! A wszędzie tam, gdzie wymagana jest najwyższa jakość powierzchnia używamy papier ścierny wodoodporny o różnej gradacji.
Właściwości duralu wydają się być powszechnie znane. Sprawa zaczyna się jednak komplikować, kiedy musimy wyciąć z blachy element a potem go wygiąć lub podgiąć… Zaczynamy od dokładnego obejrzenia powierzchni blachy, aby zorientować się jak była walcowana – ślady walcowania wyglądają jak „cieniutkie linie”. Jeśli docięty kawałek blachy posłuży np. do wykonania goleni podwozia lub łoża silnika napędowego modelu latającego, to należy tak wyciąć element (oczywiście z naddatkiem na wykończenie), aby linie gięcia przebiegały w poprzek linii walcowania. Nie ma tego problemu w przypadku, kiedy golenie podwozia wykonujemy z płaskownika. Po wycięciu elementu należy wszystkie krawędzie pofazować płaskim półgładzikiem (przetartym kredą). Otwory na zamocowanie goleni
w kadłubie i na osie kół trasujemy i wiercimy dopiero po wygięciu! Teraz należy przygotować wzorzec, na którym wykonamy operację gięcia lub podginania. Na krawędziach gnących należy zapiłować promienie. Nadal obowiązuje stara zasada: promień gięcia musi być równy lub większy od grubości blachy!
Najpierw musimy przeprowadzić proces przesycania, czyli nagrzania przygotowanego duralowego elementu, który po odpowiednim podgięciu będzie podwoziem lub łożem silnika napędowego modelu. W warunkach domowych proces przesycania przeprowadzamy metodą „na zapałkę”. Duralowy element kładziemy na płytce kuchenki elektrycznej lub na kuchni gazowej z zastosowaniem żeliwnej podkładki pod garnki wykonane ze stali nierdzewnej. Włączamy kuchenkę elektryczną lub zapalamy palnik kuchni gazowej… Należy pamiętać o zachowaniu wszelkich środków bezpieczeństwa! Ciepło szybko przenika do duralowego elementu. Powierzchnię podgrzewanego elementu pocieramy drewienkiem zapałki – początkowo zapałka skrobie po powierzchni, co oznacza, że temperatura jest za niska. W momencie, gdy dural “złapie” odpowiednią temperaturę zapałka przesuwa się płynnie i pisze na czarno jak pisak. Natychmiast zanurzamy nagrzany element w zimniej wodzie. Po schłodzeniu mamy około 3 godzin na gięcie... Później dural ponownie będzie twardy!
opracowanie: Ludomir Rogalski
*Przy obróbce metalu zachowaj szczególną ostrożność oraz przestrzegaj zasad bezpieczeństwa i BHP.